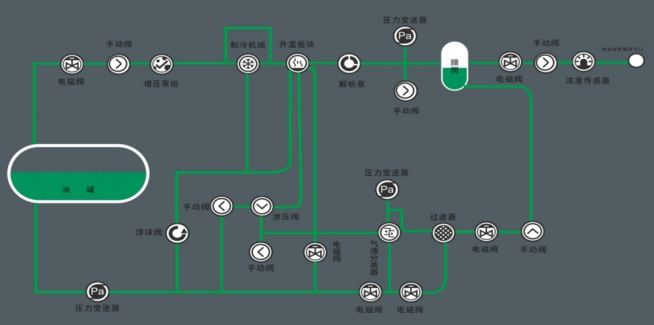
风冷 + 冷凝 + 膜分离工艺,自动化程度高,占地面积小,运行成本低,处理能力 10~12m³/h,油气排放浓度 ≤10g/m³,符合国家环保要求。
在压力驱动下,借助气体各组分在高分子膜表面的吸附能力以及在膜内渗透速率的差异进行分离。
投资收益率高、运行稳定、工艺路线布局合理、性价比高、现场工程量小、运行成本低,符合企业环保设施投资可承受范围。
白色防爆机箱,集成控制装置 + 执行装置 + 散热装置 + 信号采集 + 模组件 + 防爆箱 + 油气管道。门板安装紧急停机开关。

10 寸彩色电容触摸屏,Android 系统。可设置运行参数、显示运行状态、查询记录、故障报警;可实时监控地下储油罐压力。
理解三次油气回收,必须从完整的油气回收体系入手。一次回收解决卸油环节的油气,二次回收解决加油环节的油气,三次回收解决储油环节的油气排放。
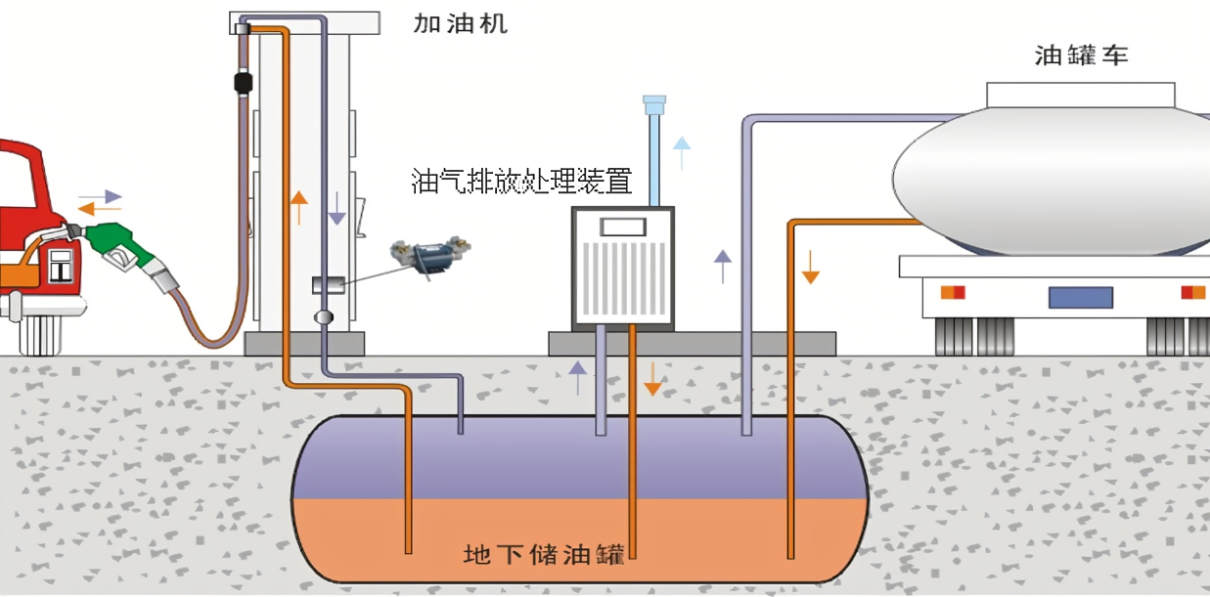
油罐车卸汽油时,地下罐产生的油气通过密闭方式收集进入油罐车油罐内,避免卸油时油气外排。
加油机在给汽车加油过程中,汽车油箱排出的油气通过加油枪回收到地下储油罐,避免加油时油气外排。
由于二次回收的油气体积经常比出油量大(气液比 >1),加上小呼吸等因素造成罐压上升,油气将通过呼吸阀排放。三次回收在呼吸阀前端加装处理装置,防止污染。
📌 适用场合:已经进行了一/二次油气回收改造的加油站。
三次油气回收系统对储油罐内呼出的油气进行处理。油罐内压力达到设定值时(低于呼吸阀开启压力)系统开始工作。
液化率达到 5‰,带来良好经济效益
自动化监控分离 + 油气零排放 + 高回收率 + 兼容现有油气回收系统
工业级配置 · 满足加油站爆炸性气体环境 1 区/2 区使用要求
Android 触摸大屏 · 6 大主菜单 · 运行状态实时监控
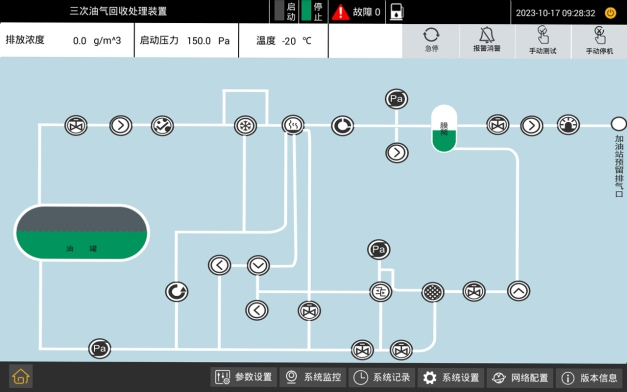
实时显示设备流程图,排放浓度/启动压力/温度/急停状态/报警状态/手动测试/手动停机,一键掌控全部运行状态。

12 项实时数据:实时流速/回流口压力/本次/累计处理/运行时间/排放浓度/罐压/温度/膜解析压力/油气分离罐压力/累计回油量。
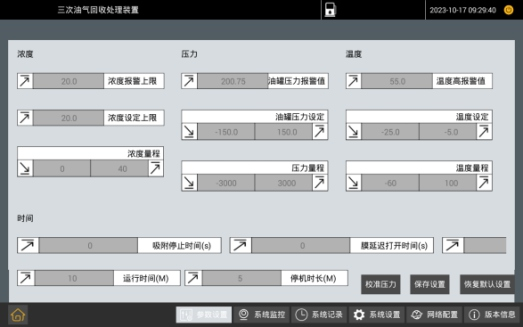
浓度/压力/温度三组报警阈值 + 时间参数(吸附停止时间/膜泵延时/运行时长)+ 校准压力,可手动配置全部系统参数。
输入加油站名称,一键启动设备;带急停按钮的防误操作设计;时间显示 + 状态指示。

系统版本号显示 + 在线升级支持;底部 6 大主菜单快速切换:参数设置/系统监控/系统记录/系统设置/网络配置/版本信息。
主机适合安装在爆炸性气体环境的 1 区和 2 区 · 室外露天 · 通风良好
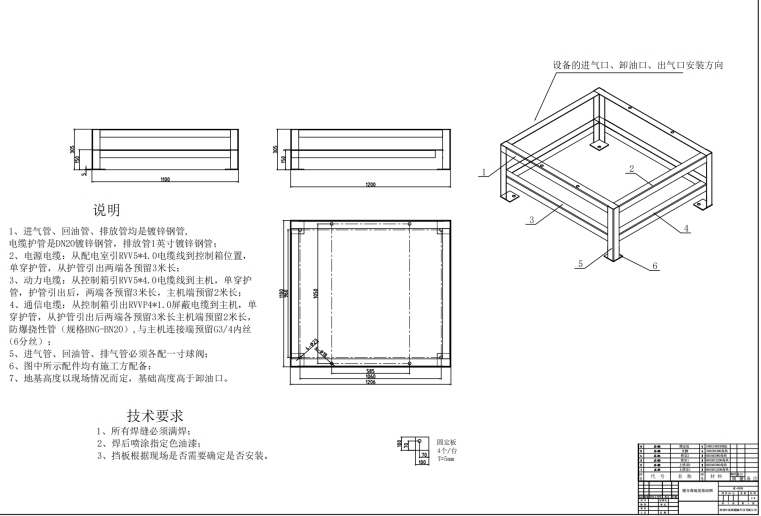
适用于膜分离型;动力电缆 GBRVV5*2.5 + 通信电缆 GBRVVP4*1.0 屏蔽线;接地电阻 R≤4Ω;预留 3 米线长。
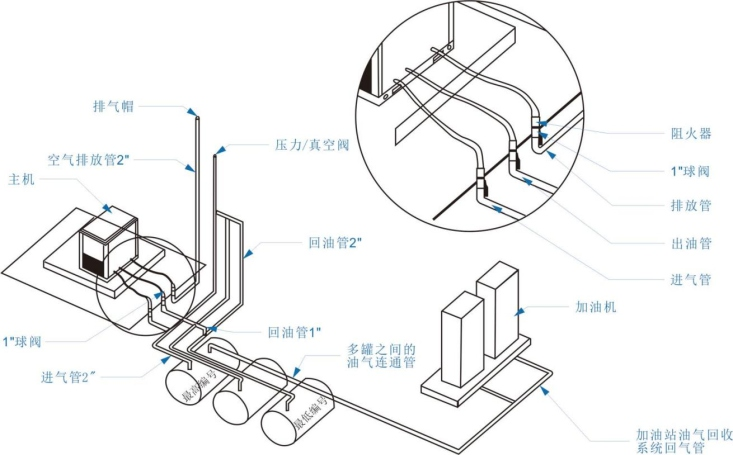
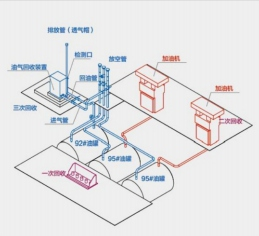
主机 + 油罐 + 加油机 + 阻火器 + 球阀 + 排放/出油/进气管路 + 油气连通管 + 排气帽(≥4m)。